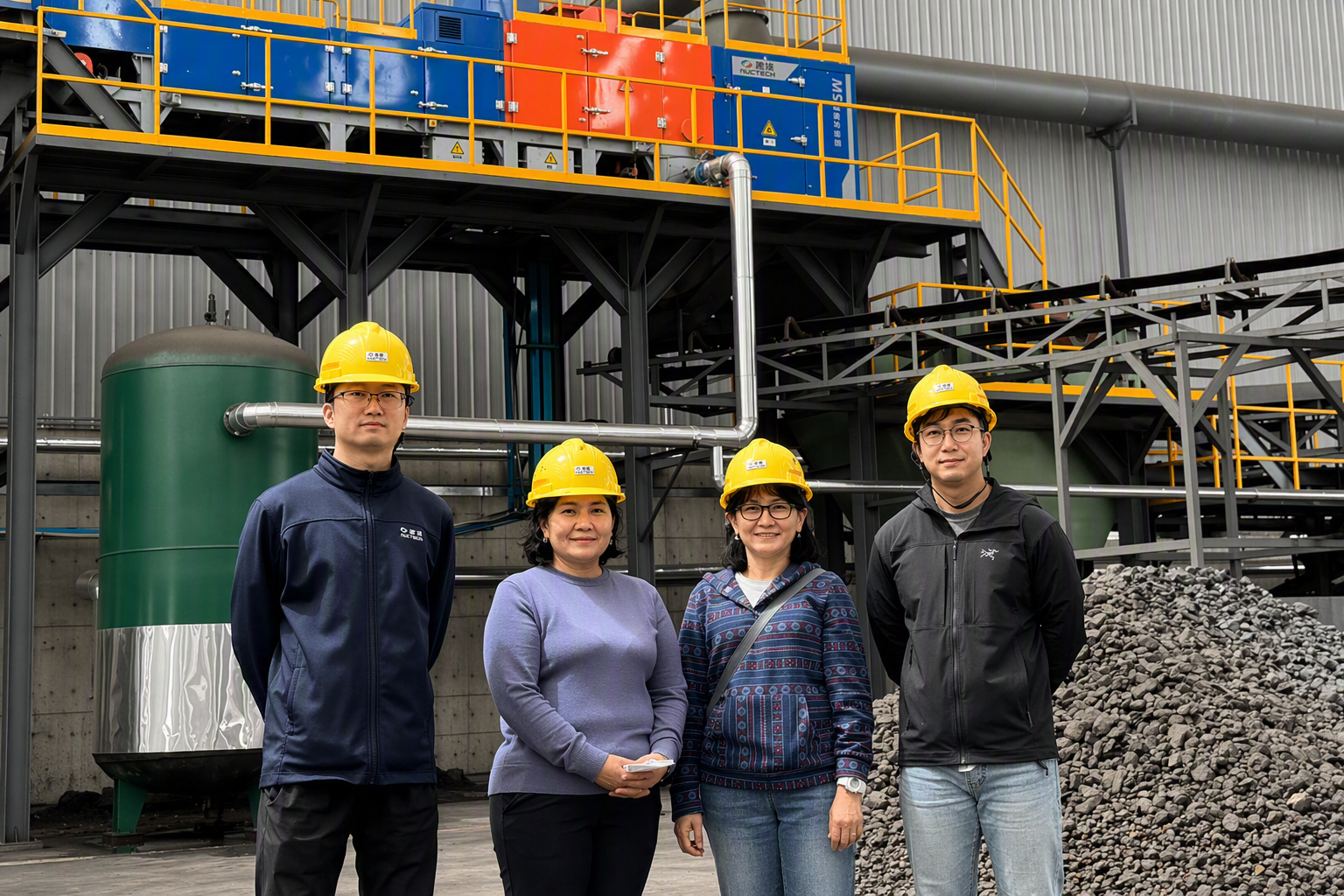
Field Insights from China – Intelligent Sorting System for Kaolinite Recovery from Coal Gangue
At the end of the business trip, Uurtsaikh Dagvatseren, Technical Director at R5 Outcomes, visited several projects in Ordos, Inner Mongolia, with a customer, highlighting advanced intelligent sorting technologies for coal and associated minerals
1. Coal and Gangue Separation – Process Improvement
Project 1 (Photography restricted)
Overview:
The operation consists of a mine without a coal washing plant, producing approximately 3 million tonnes of raw coal annually. Of this, 300–50 mm lump coal accounts for ~1 million tonnes, with gangue content ranging from 15–40%.
Nuctech Solution:
A new intelligent dry sorting plant was implemented using Nuctech’s Intelligent Sorting System to process the 300–50 mm fraction. The cleaned coal is sold directly after sorting.
Results:
- Processing capacity: 200 t/h
- Annual throughput: 1 million tonnes
- Gangue rejection rate: >97%
- Coal loss to waste: <1%
Project 2
Overview:
The site produces approximately 800,000 tonnes of engineering coal annually, with 150–25 mm lump coal (~500,000 tonnes) containing over 60% gangue, and a low calorific value of around 2,000 kcal/kg.
Nuctech Solution:
A new sorting workshop was introduced using the Intelligent Sorting System, upgrading the 150–25 mm fraction and enabling direct sale of higher-quality coal.
Results:
- Processing capacity: 100 t/h
- Annual throughput: 600,000 tonnes
- Calorific value increased to 4,800 kcal/kg
- Coal loss to waste: <3%
This represents a significant uplift in product value and recovery efficiency.
2. Kaolinite Recovery from Gangue
Previously, coal gangue containing 15–20% kaolinite was treated as waste.
Implemented Solution:
Using the MS1200 intelligent sorting system, gangue in the size range of 300–30 mm is processed to recover kaolinite.
Outcome:
Waste material is now converted into a valuable secondary product stream, improving overall resource utilisation.
3. Advanced Colour-Based Kaolinite Separation
In addition to bulk sorting, Nuctech installed a colour-based separation system at the final stage to distinguish between:
- White kaolinite
- Yellow kaolinite
This enables further product upgrading and value optimisation.
Overall Conclusion
These projects clearly demonstrate how intelligent sorting technologies can transform low-value or waste materials into profitable products, delivering both economic and operational benefits.
I would like to thank the Nuctech team for showcasing these impressive projects and for their warm hospitality. We look forward to continuing our collaboration and bringing similar solutions to Australia and New Zealand.
Nuctech has successfully delivered many comparable projects, and we will continue sharing more case studies in the coming months.